Sicherer Rohrverschluss im KKW Gundremmingen
- Details
Der Rückbau der deutschen Kernkraftwerke bleibt ein Jahrhundertprojekt, auch wenn jetzt aufgrund der aktuellen Lage der Energiebranche über eine möglichen Laufzeitverlängerung der 3 noch bis zum Jahresende laufenden KKW nachgedacht wird.
Ein Großteil der nötigen Arbeiten entspricht weitgehend dem Rückbau von herkömmlichen Industrieanlagen, mit viel Bauschutt und Metallen als Endprodukt. Interessanter wird es aber beim Rückbau des sogenannten Kontrollbereiches in einem KKW, wo aufgrund der Strahlenbelastung besondere Sicherheitsvorkehrungen gelten. Alle dort im Rückbau tätigen Personen müssen sicherheitsüberprüft sein und einen gültigen Strahlenpass haben, der nachweist, dass ihre zulässige Jahresstrahlendosis nicht überschritten wird.
Als KTA zertifiziertes Unternehmen verfügt Bardenhagen Horneburg über Techniker, die diese Voraussetzungen erfüllen, und gelegentlich ergeben sich im Rückbau kleine, aber schwierige Spezialprojekte, die von Bardenhagen übernommen werden.
So haben Bardenhagen-Techniker schon mehrfach bei Rohren, in denen kontaminierte Medien waren, durch Rohrfrosten den Austritt dieser Medien verhindert, so dass die Rohre sicher abgetrennt und dann entsorgt bzw. dekontaminiert werden konnten (siehe hierzu Rohrfrosten im Rückbau des KKW Brunsbüttel). Allerdings waren diese Rohre vollständig gefüllt, denn ansonsten ist ein Frosten mit Flüssigstickstoff nicht möglich.
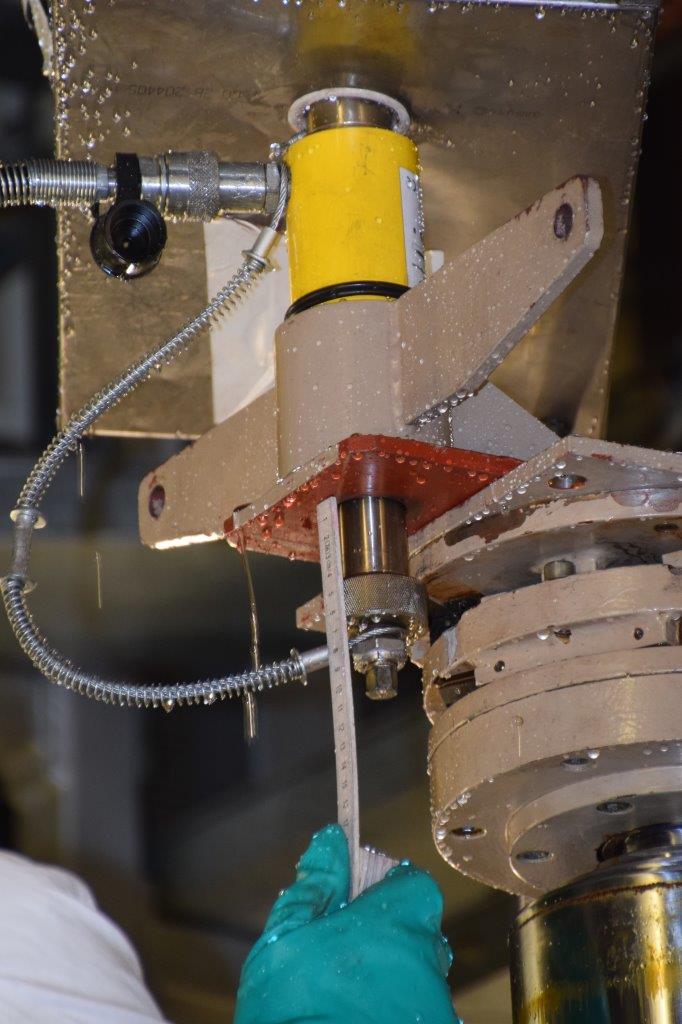
Beim laufenden Rückbau des KKW Gundremmingen in Bayern ging es um das zuverlässige Abdichten der senkrechten Gehäuserohre der Lanzen der Kerninneninstrumentierung, die in die Bodenkalotte des Reaktordruckbehälters eingeschweißt sind und damit zum Herzstück des KKW gehören. Die Gehäuserohre enden im Steuerstabsantriebsraum und sollen im Rahmen des Rückbaus vorbereitend ca. 1,5 m unterhalb der Bodenkalotte abgedichtet und anschließend abgetrennt werden. Hier schied der Rohrverschluss durch Rohrfrosten aus, da die Gehäuserohre an der vorgesehenen Trennstelle von außen nicht erreichbar sind. Eine weitere Herausforderung bestand darin, dass ein unkontrolliertes Austreten des kontaminierten Wassers aus dem Reaktor von bis zu 25 Liter pro Minute während des Abdichtprozesses verhindert werden musste.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Bei einem Innendurchmesser von max. 40 mm der Lanzenrohre boten sich zum sicheren Verschluss die bewährten Pop-A-Plug Rohrstopfen der EST Group an, die in Deutschland exklusiv von Bardenhagen vertrieben werden, zumal die Vorgabe des Betreibers, den Rohrverschluss möglichst weit oben durchzuführen, durch Zugstangen und Verlängerungen bis zu 8 Meter ins Rohr hinein umsetzbar war. Die Lanzenrohre sind aus 1.4550 rost- und säurebeständigem Stahl gefertigt – ein Standardmaterial der Pop-A-Plugs, so dass ein sicherer Verschluss z.B. auch bei Temperaturschwankungen gewährleistet werden kann. Das Setzen der Pop-A-Plugs erfolgte dabei "über Kopf", d.h. Setzwerkzeug und -gestänge werden von unten nach oben in das Lanzenabschlussrohr eingeführt und der Stopfen ca. 5 m "tief" im Rohr gesetzt.
Die Aufgabenstellung wurde zusätzlich dadurch erschwert, dass auch während des Setzvorganges kontaminiertes Medium aus dem Lanzenrohr austreten kann und damit die Gefahr einer unkontrollierten Kontamination des Arbeitsbereiches bestanden hätte.
{kind=link}
{kind=link}
{kind=link}
Die Lösung, die Bardenhagen Spezialisten aus dem Bereich Wärmetauscherservice vorschlugen, bestand aus einer zusätzlichen Abdichtung, die einen Austritt des Mediums während des Setzvorganges weitestgehend verhinderte, nämlich einer zusätzlichen auf dem Stopfen montierten Kolbendichtung, die das Medium "vor dem Stopfen her" nach oben schiebt.
Die Montage der Pop-A-Plug Rohrstopfen wurde aufgrund der hohen Strahlenbelastung von erfahrenen und speziell qualifizierten Technikern der Framatome GmbH durchgeführt, nach einer eingehenden Unterweisung vor Ort in Gundremmingen durch den Projektleiter von Bardenhagen. Das ganze Projekt wurde überwacht von Gutachtern des TÜV Süd sowie dem betriebszuständigen Personal des KKW Gundremmingen, so dass die Pop-A-Plugs jetzt auch im Rahmen des Rückbau in anderen Kernkraftwerken von RWE eingesetzt werden können.
Kontakt:
Herr Gerhard Tamke, Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Projektleiter Produkte EST-Group